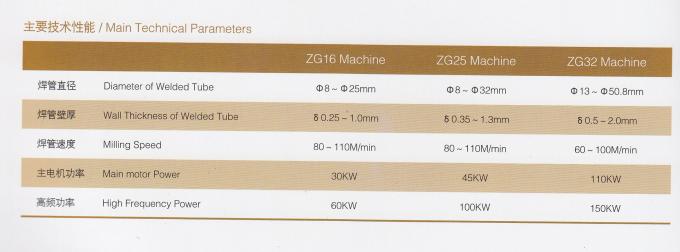
ZG16 Series Tube Mill Garis Welded Tube Diameter 8-25mm Ketebalan Tabung Welded 0.25-1.0mm
1. deskripsi
Pipa adalah bagian tubular atau silinder berlubang , biasanya tetapi tidak harus melingkar penampang , digunakan terutama untuk menyampaikan zat yang dapat mengalir - cairan dan gas ( cairan ), bubur, bubuk dan massa padatan kecil. Ini juga dapat digunakan untuk aplikasi struktural; pipa berlubang jauh lebih kaku per unit berat daripada anggota padat.
Dalam penggunaan umum kata pipa dan tabung biasanya dapat dipertukarkan, tetapi dalam industri dan teknik, istilah-istilahnya didefinisikan secara unik. Tergantung pada standar yang berlaku untuk pembuatannya, pipa umumnya ditentukan oleh diameter nominal dengan diameter luar konstan (OD) dan jadwal yang menentukan ketebalan. Tabung paling sering ditentukan oleh OD dan ketebalan dinding, tetapi dapat ditentukan oleh dua OD, diameter dalam (ID), dan ketebalan dinding. Pipa umumnya diproduksi dengan salah satu dari beberapa standar industri internasional dan nasional. Sementara standar serupa ada untuk tabung aplikasi industri tertentu, tabung sering dibuat dengan ukuran khusus dan rentang diameter dan toleransi yang lebih luas. Banyak standar industri dan pemerintah ada untuk produksi pipa dan tabung. Istilah "tabung" juga umum diterapkan pada bagian non-silinder, yaitu, tabung persegi atau persegi panjang. Secara umum, "pipa" adalah istilah yang lebih umum di sebagian besar dunia, sedangkan "tabung" lebih banyak digunakan di Amerika Serikat.
Baik "pipa" dan "tabung" menyiratkan tingkat kekakuan dan keabadian, sedangkan selang (atau selang) biasanya portabel dan fleksibel. Rakitan pipa hampir selalu dibangun dengan menggunakan alat kelengkapan seperti siku, tee, dan sebagainya, sementara tabung dapat dibentuk atau ditekuk ke dalam konfigurasi khusus. Untuk bahan yang tidak fleksibel, tidak dapat dibentuk, atau di mana konstruksi diatur oleh kode atau standar, rakitan tabung juga dibangun dengan menggunakan alat kelengkapan tabung.
2. manufaktur
Ada tiga proses untuk pembuatan pipa logam. Pengecoran sentrifugal dari logam paduan panas adalah salah satu proses yang paling menonjol. Pipa besi ulet umumnya diproduksi sedemikian rupa. Pipa Seamless (SMLS) dibentuk dengan menggambar billet padat di atas penusuk batang untuk membuat cangkang kosong. Karena proses pembuatan tidak termasuk pengelasan apa pun, pipa seamless dianggap lebih kuat dan lebih dapat diandalkan. Secara historis, pipa seamless dianggap memiliki tekanan yang lebih baik daripada jenis lainnya, dan seringkali lebih banyak tersedia daripada pipa las .
Kemajuan sejak tahun 1970-an dalam material, kontrol proses, dan pengujian non-destruktif, memungkinkan pipa las yang ditentukan dengan benar untuk menggantikan seamless di banyak aplikasi. Pipa las dibentuk dengan menggulung pelat dan mengelas jahitan (biasanya dengan las resistan listrik ("ERW"), atau Las Fusion Listrik ("EFW")). Flash las dapat dilepas dari permukaan bagian dalam dan luar menggunakan pisau scarfing. Zona lasan juga dapat diolah dengan panas untuk membuat jahitan kurang terlihat. Pipa las sering memiliki toleransi dimensi yang lebih ketat daripada jenis seamless, dan bisa lebih murah untuk diproduksi.
Ada sejumlah proses yang dapat digunakan untuk menghasilkan pipa ERW. Masing-masing proses ini mengarah pada penggabungan atau penggabungan komponen baja ke dalam pipa. Arus listrik dilewatkan melalui permukaan yang harus dilas bersama; karena komponen yang dilas bersama-sama menahan arus listrik, panas dihasilkan yang membentuk lasan. Kolam logam cair terbentuk di mana dua permukaan terhubung sebagai arus listrik yang kuat melewati logam; kolam-kolam dari logam cair ini membentuk lasan yang mengikat dua komponen berbatasan.
Pipa ERW dibuat dari pengelasan longitudinal baja. Proses pengelasan untuk pipa ERW adalah kontinu, berlawanan dengan pengelasan bagian yang berbeda secara berkala. Proses ERW menggunakan kumparan baja sebagai bahan baku.
Proses pengelasan Teknologi Frekuensi Tinggi Induksi (HFI) digunakan untuk pembuatan pipa ERW. Dalam proses ini, arus untuk mengelas pipa diterapkan dengan menggunakan kumparan induksi di sekitar tabung. HFI umumnya dianggap lebih unggul secara teknis daripada ERW "biasa" ketika membuat pipa untuk aplikasi kritis, seperti untuk penggunaan di sektor energi, selain kegunaan lain dalam aplikasi pipa sejalan, serta untuk casing dan tubing.
Pipa berdiameter besar (25 sentimeter (10 in) atau lebih besar) dapat berupa pipa ERW, EFW atau Submerged Arc Welded ("SAW"). Ada dua teknologi yang dapat digunakan untuk memproduksi pipa baja dengan ukuran lebih besar dari pipa baja yang dapat diproduksi dengan proses seamless dan ERW. Dua jenis pipa yang diproduksi melalui teknologi ini adalah pipa las busur terendam longitudinal (LSAW) dan pipa las busur terendam spiral (SSAW). LSAW dibuat dengan menekuk dan mengelas pelat baja lebar dan paling umum digunakan dalam aplikasi industri minyak dan gas. Karena biayanya yang tinggi, pipa LSAW jarang digunakan dalam aplikasi non-energi dengan nilai lebih rendah seperti pipa air. Pipa SSAW diproduksi oleh pengelasan spiral (helicoidal) dari kumparan baja dan memiliki keunggulan biaya dibandingkan pipa LSAW, karena prosesnya menggunakan kumparan daripada pelat baja. Dengan demikian, dalam aplikasi di mana spiral-las dapat diterima. Pipa untuk aliran, baik logam atau plastik, umumnya diekstrusi .
| kondisi | baru |
| warna | pilihan |
| diameter tabung las | 8-25mm |
| ketebalan tabung yang dilas | 0,25-1,0mm |
| kecepatan penggilingan | 80-110 m / mnt |
| daya motor utama | 30kw |
| daya frekuensi tinggi | 60kw |